|
Datos del producto:
|
| Certificación: | CE ISO9001 | tensión: | Customed disponible |
|---|---|---|---|
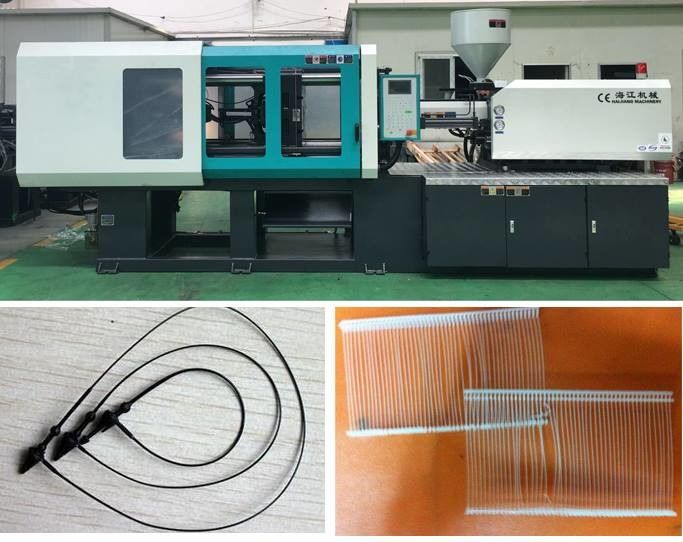
| Utilizado para: | Productos de Plasic | Motor: | servo y bomba estándar y variable |
| Palabra clave: | Ahorro de energía | Garantía: | 18 meses |
| Tipo de plástico: | Termoplástico | ||
| Alta luz: | máquina que moldea plástica,Máquina que moldea de la inyección automática |
||
Moldeo por inyección directo
el moldeo por inyección del No-corredor es un método de calefacción adibática del corredor, que mantiene el plástico entre la boca y la cavidad de la máquina de la inyección un estado de fusión, de modo que no haya condensado de colada del sistema cuando las piezas se quitan del molde abierto. El anterior se llama el moldeo por inyección del corredor adibático, mientras que este último se llama el moldeo por inyección del corredor caliente.
Moldeo por inyección de ángulo recto
Los moldeos por inyección de ángulo recto son solamente convenientes para las máquinas que moldean de la inyección angular. A diferencia de otros moldeos por inyección, la dirección de la alimentación es perpendicular a la de los moldes de la abertura y del closing. Su canal principal está situado a ambos lados de la superficie de despedida móvil y fija, y su superficie transversal es generalmente sin cambios, que es diferente de otros moldeos por inyección. Para prevenir el desgaste y la deformación de la boca y de la entrada del canal principal, los partes movibles reemplazables del corredor se pueden fijar en el extremo del canal principal.
Moldeo por inyección del mecanismo de Demoulding en molde fijo
En la mayoría de los moldeos por inyección, el dispositivo demoulding está instalado en el lado del molde móvil, que es conducente al dispositivo de la eyección en la abertura y el sistema cerrado de la máquina que moldea de la inyección. En la producción real, porque algunas piezas plásticas son limitadas por la forma, es mejor dejar las piezas plásticas en el lado del molde fijo para formar. Para hacer que las piezas plásticas salen del molde, es necesario fijar un mecanismo demoulding en el lado del molde fijo.
| ESPECIFICACIÓN | HJF-180 | |||
| A | B | C | ||
| Diámetro del tornillo | Milímetro | 42 | 45 | 50 |
| Ración del tornillo L/D | L/D | 22,5 | 20 | 18,8 |
| Tamaño del tiro (teórico) | cm3 | 304 | 349 | 431 |
| Peso de la inyección (picosegundo) | g | 274 | 314 | 388 |
| Tarifa de la inyección | g/s | 108 | 128 | 158 |
| Presión de la inyección | MPa | 202 | 159 | 140 |
| Velocidad del tornillo | RPM | 0~185 | ||
| Tonelaje de la abrazadera | KN | 1800 | ||
| Movimiento de la abertura | Milímetro | 430 | ||
| Espacio entre las barras de lazo | milímetro | 470*470 | ||
| Altura de Max.Mold | milímetro | 500 | ||
| Altura de Min.Mold | milímetro | 180 | ||
| Movimiento del eyector | milímetro | 130 | ||
| Tonelaje del eyector | KN | 45 | ||
| Presión de Max.Pump | MPa | 16 | ||
| Poder del motor de la bomba | Kilovatio | 15 | ||
| Poder del calentador | Kilovatio | 7,5 | ||
| Dimensión de la máquina (L*W*H) | M | 5.1*1.4*1.9 | ||
| Peso de la máquina | T | 5,5 | ||
| Capacidad del tanque de aceite | L | 240 | ||
![]()
Persona de Contacto: Mr. Michael
Teléfono: 0086-18658255281
Fax: 86-574-88396095